
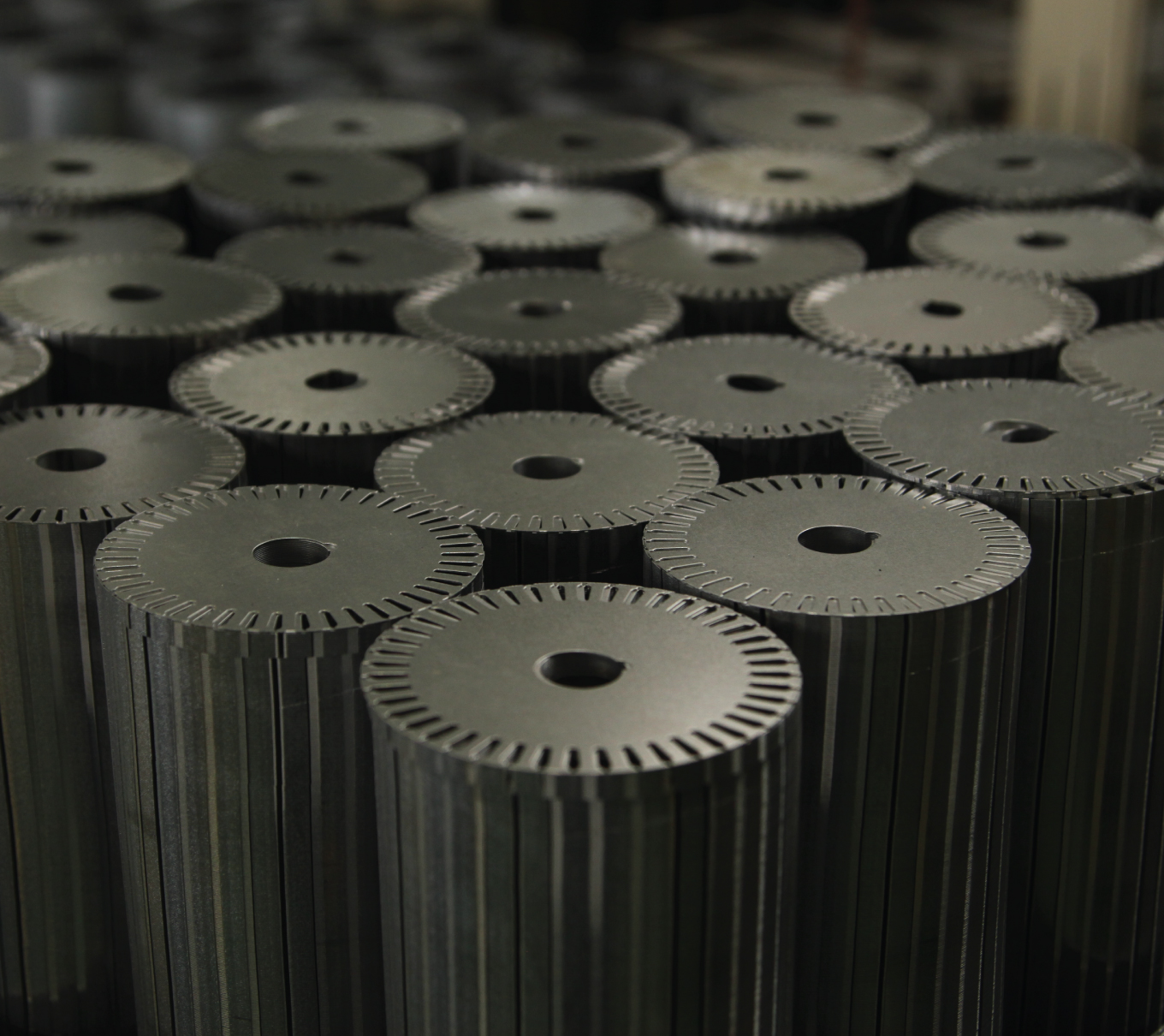
合理化された製造ライン
ステーター
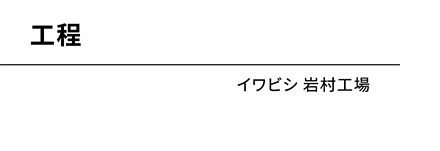
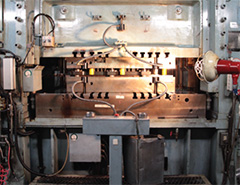
01コイル材プレス
200tの高速プレスでコイル材をプレス加工します。

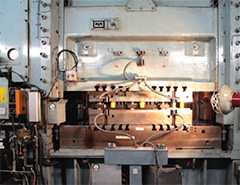

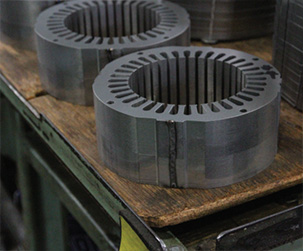
02溶接
プレス加工された製品を既定の厚さに積層して溶接します。

機械入れ
03機械入れコイル巻き
機械巻き用コイルは49S(コア外径95φ)、69S、80Sの3サイズ。GSW巻線機によって高速で巻かれます。

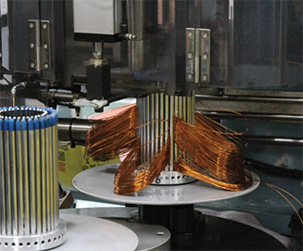
04機械入れコイル入れ
機械入れはコイルインサーターにより、コイルをステーターに自動挿入します。



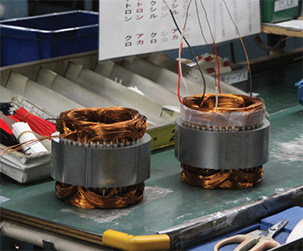
05機械入れ中間成型
コイル挿入後、コイルエンドを成型機により、規定寸法に成形します。
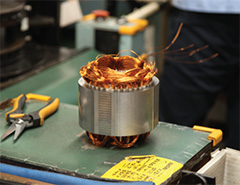
06機械入れ中性点・口出し線処理
絶縁スリーブを取り付けます。

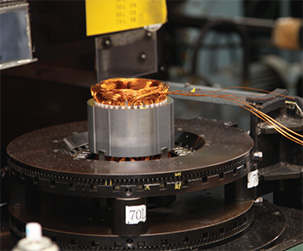
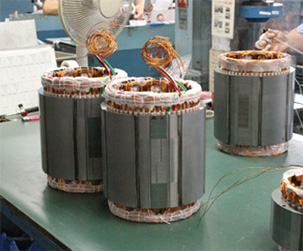
07機械入れ巻線結束・最終成型
機械巻ダブルリレーシングマシンを使い巻線を結束し強度を高めます コイルエンドの成形を保持します。



手入れ
03手入れコイル巻き
線の太さは0.16mm~1.00mm、三連コイル巻き線機を使用してコイルを巻きます。


04手入れコイル入れ
コイルインサーターで自動挿入が出来ない仕様の製品は専門スタッフが丹念に手入れ作業で行います。
手入れ作業はその技能が製品の品質・信頼性に直結するため、熟練の技が必要となります。



05手入れスリーブ(絶縁)挿入
06手入れ巻線結束
07手入れ成型
手入れ仕様の製品は、巻線結束~成形を1台づつ丁寧に手作業にておこないます。

08中間検査(目視・電気)
インピーダンス、サージ波形、コロナ放電、耐圧試験、電流値、回転方向のチェックを行います。



09ワニス処理
大きさの異なる製品を連続的にワニス含浸ができる連続ワニス含浸装置にて絶縁処理を行います。



10リード付け
仕様に応じたリード線をハンダ付けします。


11検査(電気・外観)
インピーダンス、サージ波形、耐圧試験、電流値、回転方向と外観に異常がないかチェックを行います。


12箱詰め・出荷
検査を終えた製品は箱詰めされ出荷されます。


モーターコア
01コイル材プレス加工
200tの高速プレスでコイル材をプレス加工します。



02ダイキャスト
仕様に応じ純アルミまたは 高抵抗アルミでダイキャストします。




03バリ取り
バリを取り整えます。


04箱詰め・出荷
箱詰めし出荷します。


イワビシ 岩村工場
〒509-7403
岐阜県恵那市岩村町矢坪2453-1
TEL/0573-43-2315
FAX/0573-43-2410

